
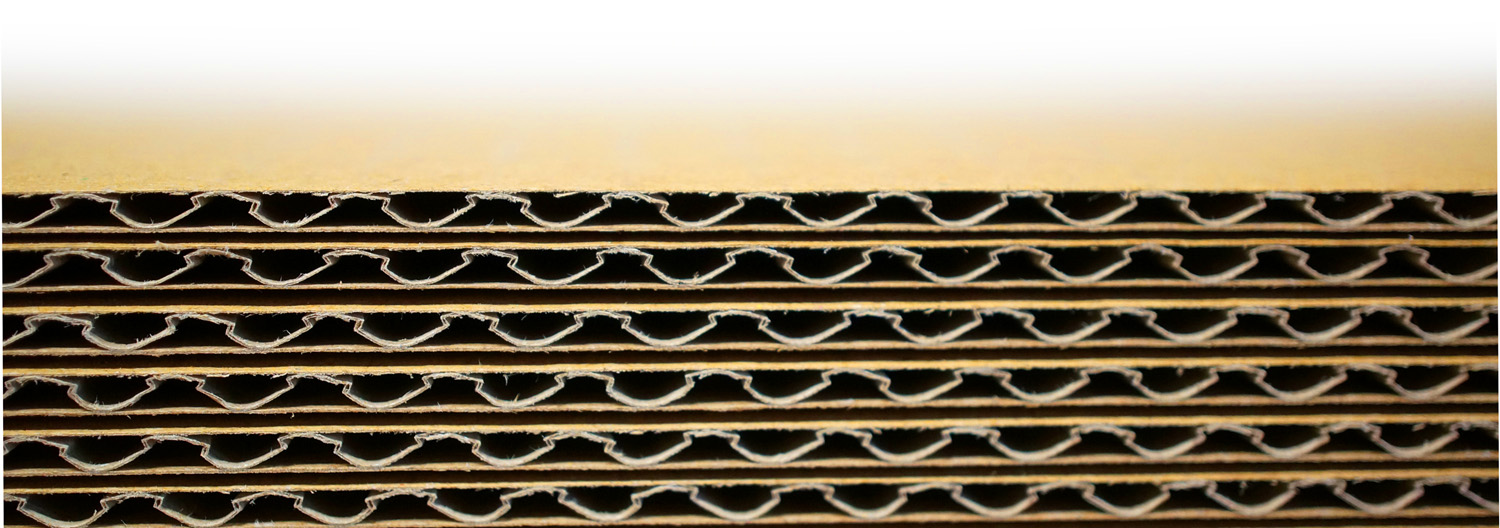
Des rouleaux d'ondulation de plusieurs mètres de large gaufrent la forme ondulée dans le papier, puis la collent à la couche de couverture. Au moyen d'un rouleau applicateur de colle cylindrique, la colle est appliquée aux extrémités de la forme ondulée du papier, qui s'enroule autour du rouleau ondulé. Au cours de ce processus, les pointes touchent la couche de colle du rouleau d'application, plongent dans la couche de colle de manière définie et prennent une certaine quantité de colle pour un collage ultérieur. La colle absorbée est ajustée par la distance entre le rouleau applicateur et le rouleau ondulé, ce qu'on appelle l'écart de colle.
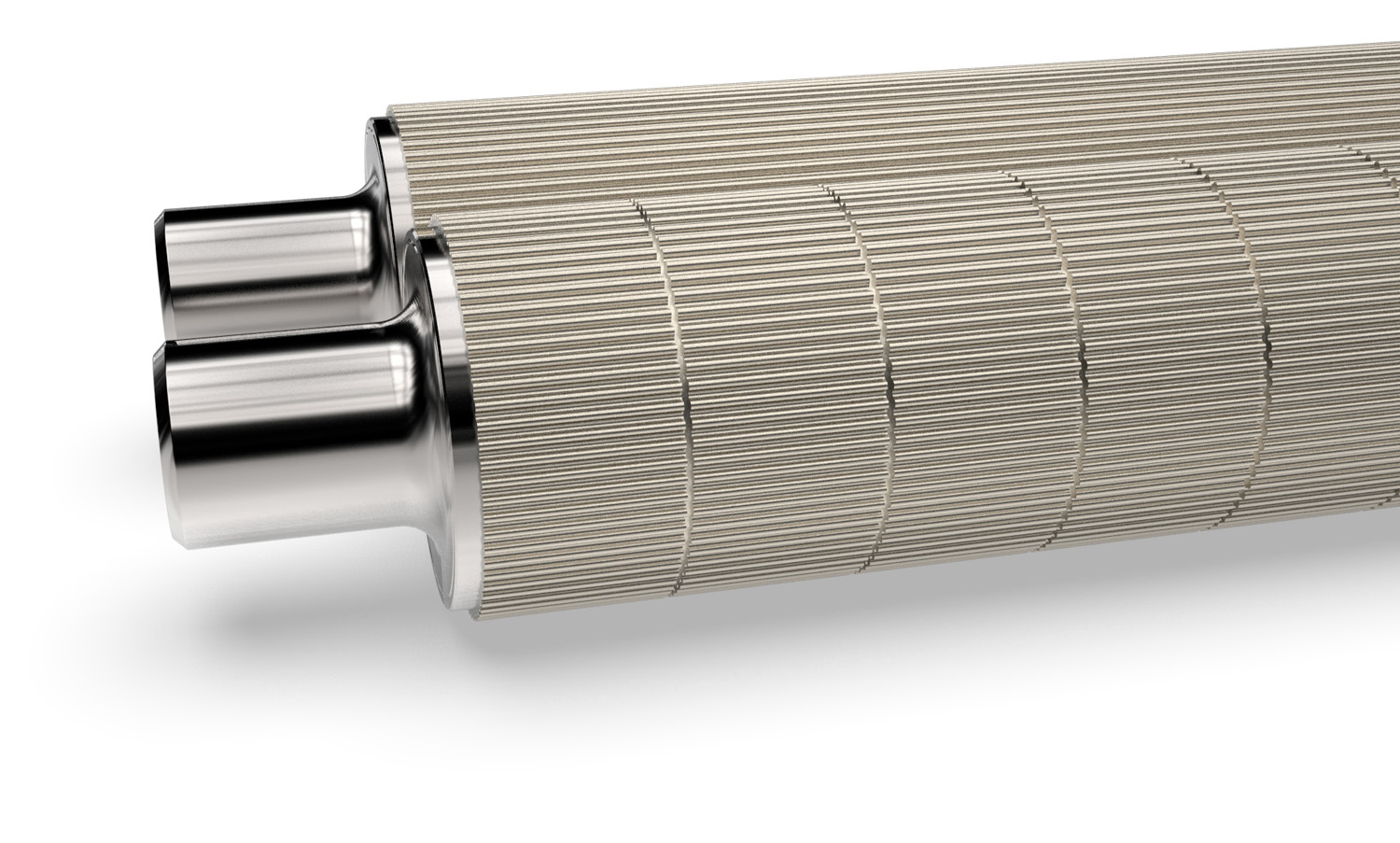 Rouleaux ondulés avec surface de mesure cylindrique
Rouleaux ondulés avec surface de mesure cylindrique
pour la mesure de la distance (espacement des rouleaux)
Une température de traitement élevée est nécessaire pour le collage entre l'ondulation et la couche de couverture, c’est pour cela que les rouleaux onduleurs sont chauffés à plus de 120°C.
Pour garantir une épaisseur constante de la couche de colle, l'espacement des rouleaux doit être contrôlé avec précision en fonction de nombreux paramètres, tels que la vitesse de rotation des rouleaux ou la qualité du papier utilisé. S'il y a trop de colle entre les couches de papier, le temps de prise est trop élevé ; si, au contraire, on applique trop peu de colle, cela peut conduire à un collage seulement partiel.
Rouleaux ondulés avec surface de mesure cylindrique
pour la mesure de la distance (espacement des rouleaux)
Grâce aux capteurs à courants de Foucault, la distance entre les rouleaux est mesurée avec précision pendant le processus de production en cours et régulée par une commande programmée. Pour ce faire, deux capteurs à courants de Foucault sont installés aux extrémités du rouleau pour la mesure de la distance et déterminent sans contact la surface cylindrique avec une précision micrométrique et une dynamique élevée. En utilisant deux capteurs, l'erreur angulaire ou le désalignement entre les rouleaux est mesuré et corrigé. En outre, la mesure directe sur les rouleaux compense la dilatation thermique de l'ensemble du système. Une mesure sur les actionneurs des rouleaux serait trop imprécise.
Spécialement pour cette application, eddylab produit des capteurs à courants de Foucault qui résistent en permanence aux températures élevées, aux vibrations et aux contraintes chimiques. L'électronique du pilote à 2 canaux est logée dans un boîtier étanche en aluminium de classe de protection IP68, de sorte que les cycles de nettoyage ne puissent pas endommager le système de mesure. Les appareils sont fabriqués sur le site d'eddylab à Otterfing, près de Munich.
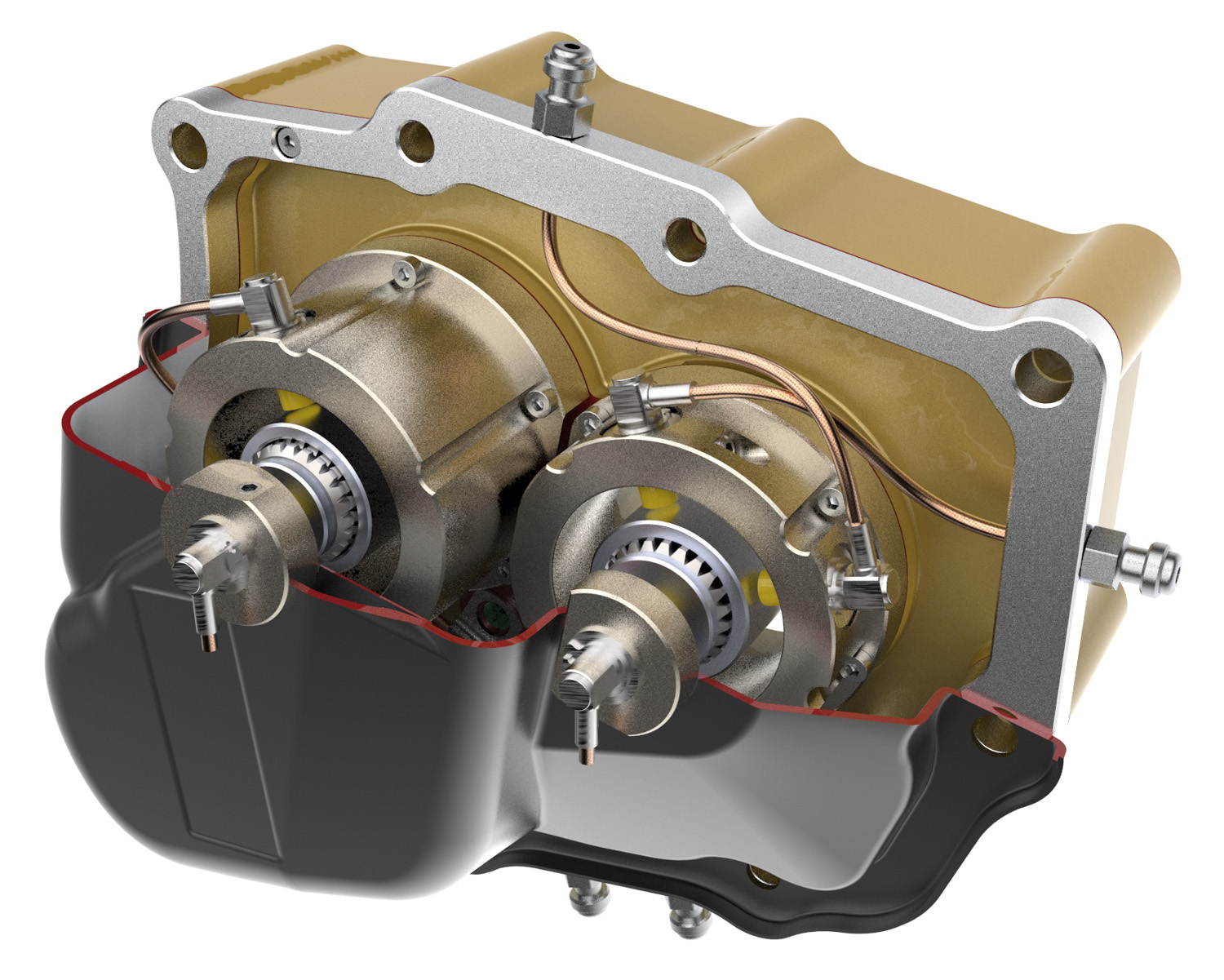
Lors du développement d'une boîte de vitesses, ces conditions de charge extrêmes sont prises en compte et simulées à l'aide de méthodes de calcul modernes. Ensuite, dans le cadre d'une opération réelle sur banc d'essai, la simulation est vérifiée avec les données expérimentales. Pour cette tâche, il est nécessaire d'installer des capteurs dans la boîte de vitesses à des positions appropriées pour mesurer tous les mouvements de l'arbre dans les directions axiale et radiale. De préférence aux positions où les mouvements maximaux doivent se produire. Les capteurs inductifs basés sur le principe des courants de Foucault sont les capteurs idéaux pour ce type de mesure, car ils ont une résolution extrêmement élevée et en même temps une grande dynamique. En outre, ils résistent facilement aux conditions ambiantes de la boîte de vitesses sous huile, aux températures élevées et aux vibrations importantes ainsi qu'aux chocs. Les capteurs ont des dimensions réduites et les câbles en PTFE résistants à la température sortent de la boîte de vitesses et sont reliés à l'électronique du conducteur pour le traitement du signal. Celui-ci est situé à plusieurs mètres à une distance sûre de l'objet à tester.
Pour la planification des distances minimales entre les capteurs et les surfaces de mesure, les valeurs maximales des résultats de la simulation sont utilisées pour éviter une collision entre la tête du capteur et la surface de mesure. En principe, pour les mouvements sinusoïdaux, les têtes de capteur doivent être installées à une distance de base correspondant à la moitié de la plage de mesure. Les déplacements les plus importants sont à prévoir au niveau de l'engrenage différentiel. Pour la détermination du battement radial et de la concentricité qui en résulte, 2 capteurs à courants de Foucault sont installés de manière à être décalés radialement de 90°. Deux autres têtes de capteur sont installées pour mesurer le déplacement axial de l'engrenage différentiel. Les câbles étanches à l’huile des capteurs à courants de Foucault conduisent les données mesurées vers l'extérieur à travers le couvercle du différentiel.
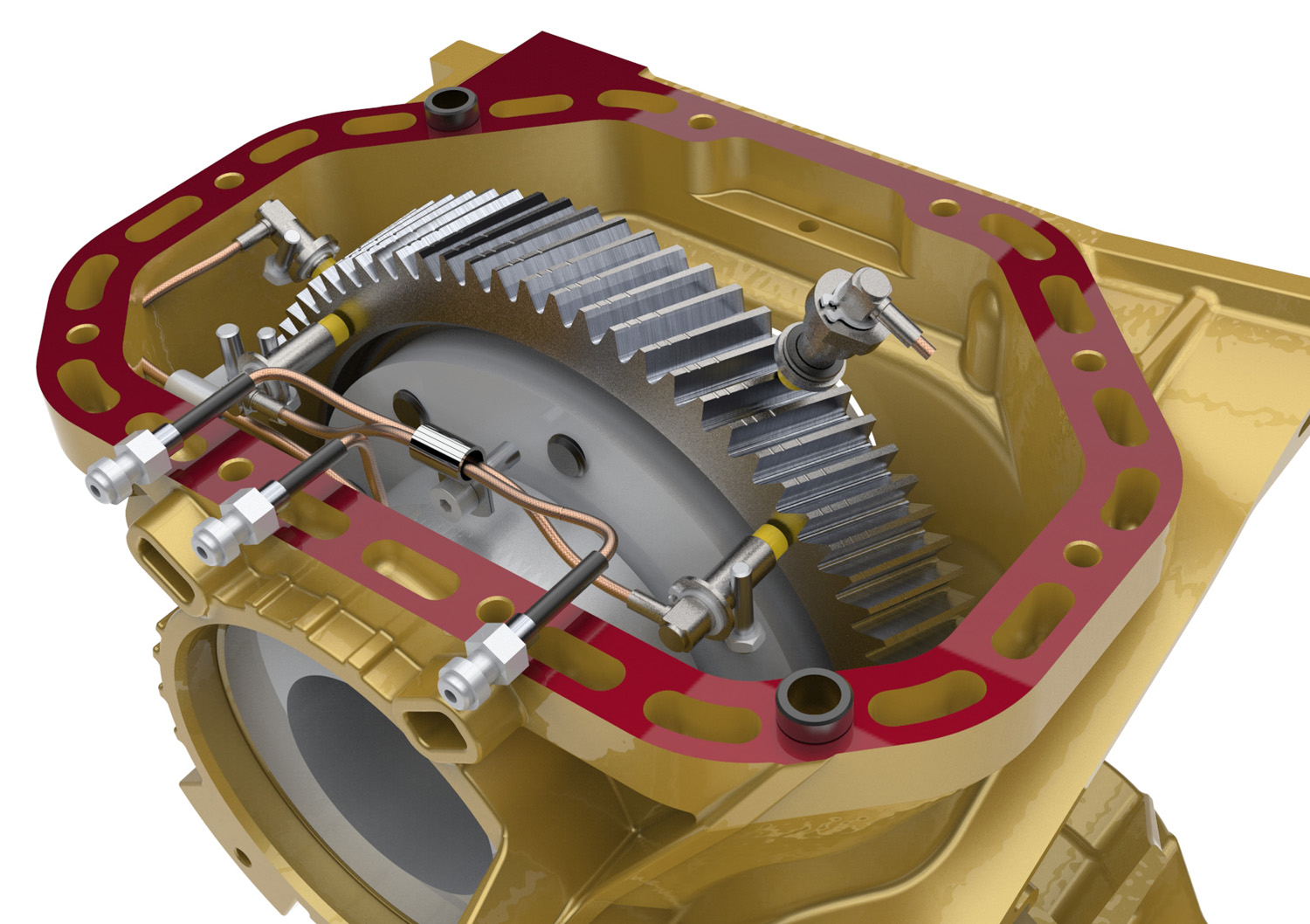
Vue de la boîte de vitesses avec capteurs à courants de Foucault (sans couvercle différentiel)
Pour l'adaptation au banc d'essai et l'installation des capteurs sur la roue du différentiel, un couvercle en aluminium fraisé est utilisé à la place du couvercle standard en tôle fine pour accueillir les capteurs sans vibration. Tous les capteurs peuvent être installés sans problème dans ce couvercle en aluminium et l'ensemble peut être monté comme un groupe complet de composants au-dessus de la roue différentielle pour enregistrer les données de mesure. Pour permettre le déplacement axial et le réglage de la distance de base, les capteurs à courants de Foucault sont fixés dans les supports de capteurs à l'aide de goupilles de serrage.
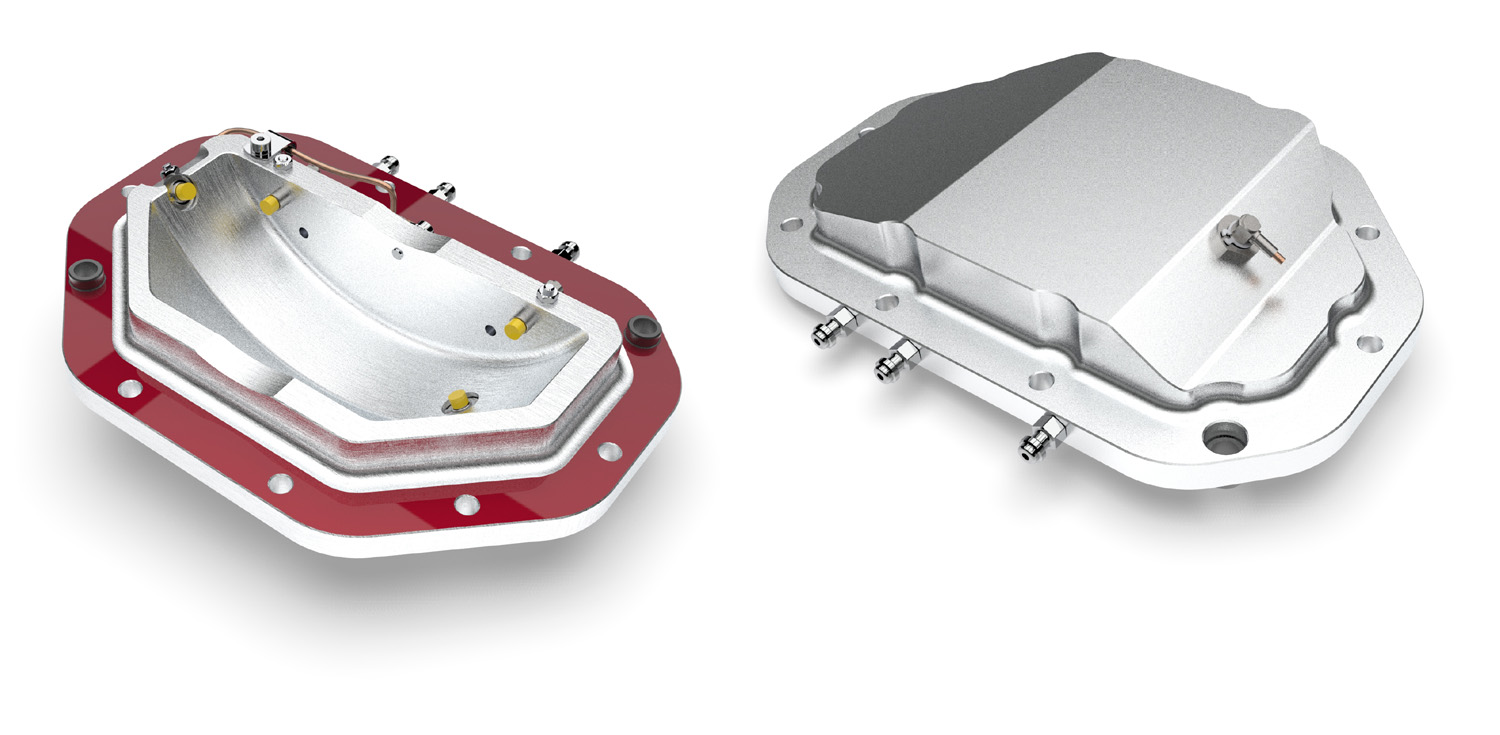 Couvercle différentiel avec capteurs à courants de Foucault installés
Couvercle différentiel avec capteurs à courants de Foucault installés
Les extrémités des arbres d'entrée et de sortie de la boîte de vitesses, qui dépassent librement, sont équipées d'un jeu de points de mesure pour recevoir les capteurs. Ces capteurs sont accessibles de l'extérieur et scellés par des joints toriques pour assurer l'étanchéité. Afin d'obtenir une surface homogène non perforée pour la mesure des courants de Foucault, les dents de l'engrenage sont équipées de manchons de mesure pour la mesure radiale et de plaques d'extrémité pour la mesure axiale.
Vue des arbres de transmission avec installation complète des capteurs de courants de Foucault.
En plus d'un socle permettant de gagner de la distance et de l'espace pour les sondes et leurs supports, le jeu de points de mesure comprend deux supports de capteurs cylindriques qui sont montés sur les extrémités d'arbre dans le boîtier de la boîte de vitesses. Chaque support de capteur comporte des réceptacles pour deux capteurs, chacun décalé de 90 degrés, pour mesurer le déplacement radial. Le déplacement axial des arbres de la boîte de vitesses est mesuré par un capteur monté sur chaque face d'extrémité.
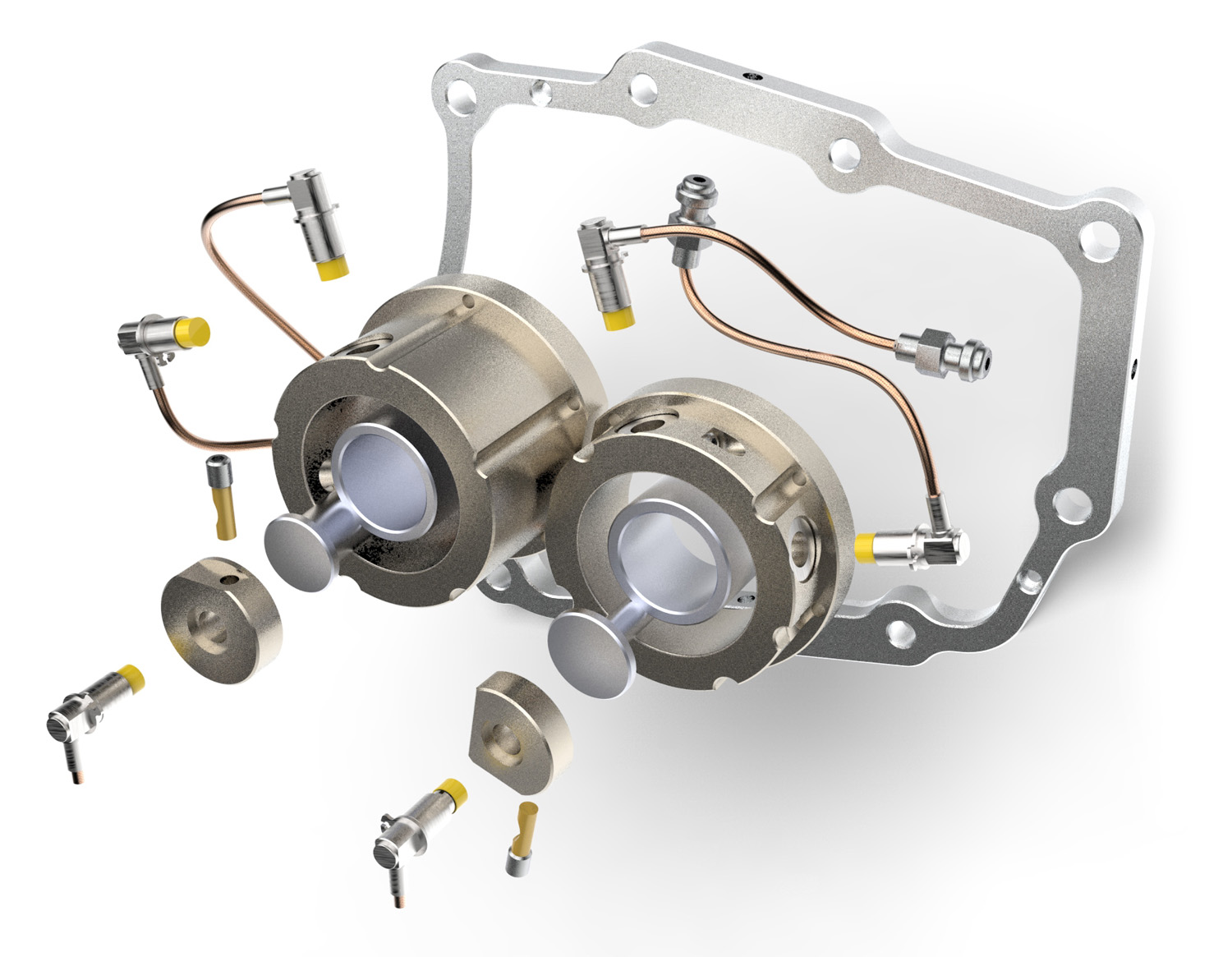
Jeu de points de mesure avec support, surfaces de mesure et cadre de base
Les turbocompresseurs à gaz d'échappement modernes sont des systèmes très complexes. La tendance actuelle en matière de conception des roulements du rotor est l'utilisation de roulements à billes en combinaison avec un amortissement par film de compression. Les rotors de ces machines sont des arbres très flexibles dotés de doubles roulements à billes et d'une couche d'huile amortissante supplémentaire (squeeze film) entre la bague extérieure du roulement à billes et le boîtier du turbocompresseur. La bague extérieure du roulement à billes n'est pas fixée dans le boîtier, comme c'est généralement le cas, mais peut se déplacer librement dans la couche d'huile, de la même manière qu'un palier lisse lubrifié à l'huile avec un coin de lubrification hydrodynamique. L'amplitude des vibrations du rotor est amortie. Il tourne à des vitesses très élevées, supérieures à 300 000 tr/min. La résonance naturelle du rotor est dépassée, c'est-à-dire que la vitesse est supercritique et que la roue tourne autour de son centre de gravité. Par conséquent, la dynamique du système est très compliquée. En outre, des forces de déséquilibre et des forces aérodynamiques sollicitent la roue de la turbine et du compresseur et des forces hydrodynamiques sont générées dans les points d'appui du turbocompresseur
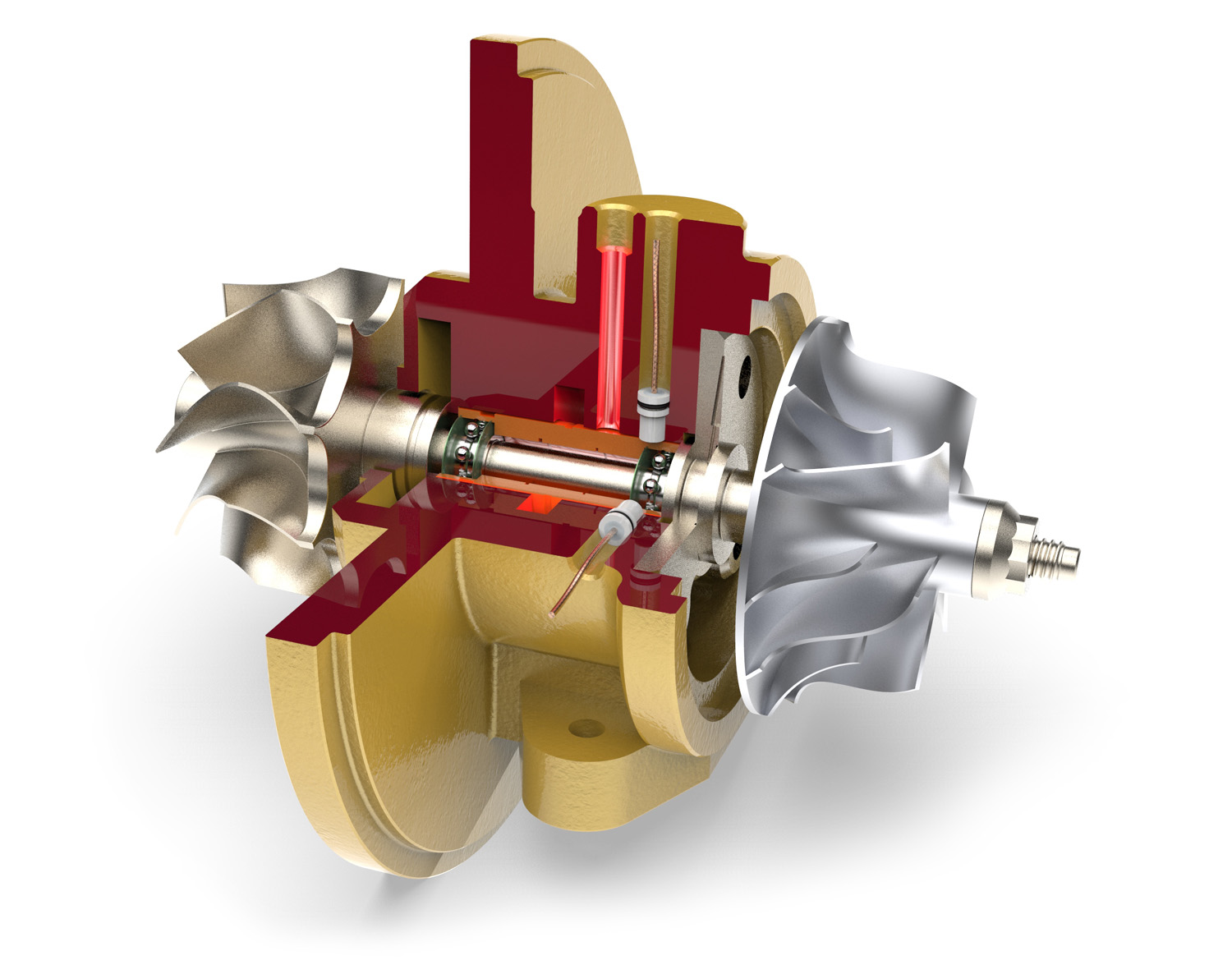
Capteurs de courants de Foucault
mesurant la position du rotor dans le film de compression.
Pour la conception de la largeur de l'entrefer et du film d’amortissement de compression, il est extrêmement important de mesurer les mouvements réels de la trajectoire et les amplitudes des vibrations du rotor à différentes vitesses pendant le fonctionnement du banc d'essai et de prévoir une réserve correspondante dans la conception de l'entrefer sur la base des données de mesure. Si l'écart entre le boîtier et les rotors est trop faible, ces deux éléments entrerons en contact, ce qui entraînerait inévitablement la destruction de la structure. Si l'espace est trop grand, l'air de fuite passera par l'espace avec une perte de pression croissante et l'efficacité du turbocompresseur diminuera.
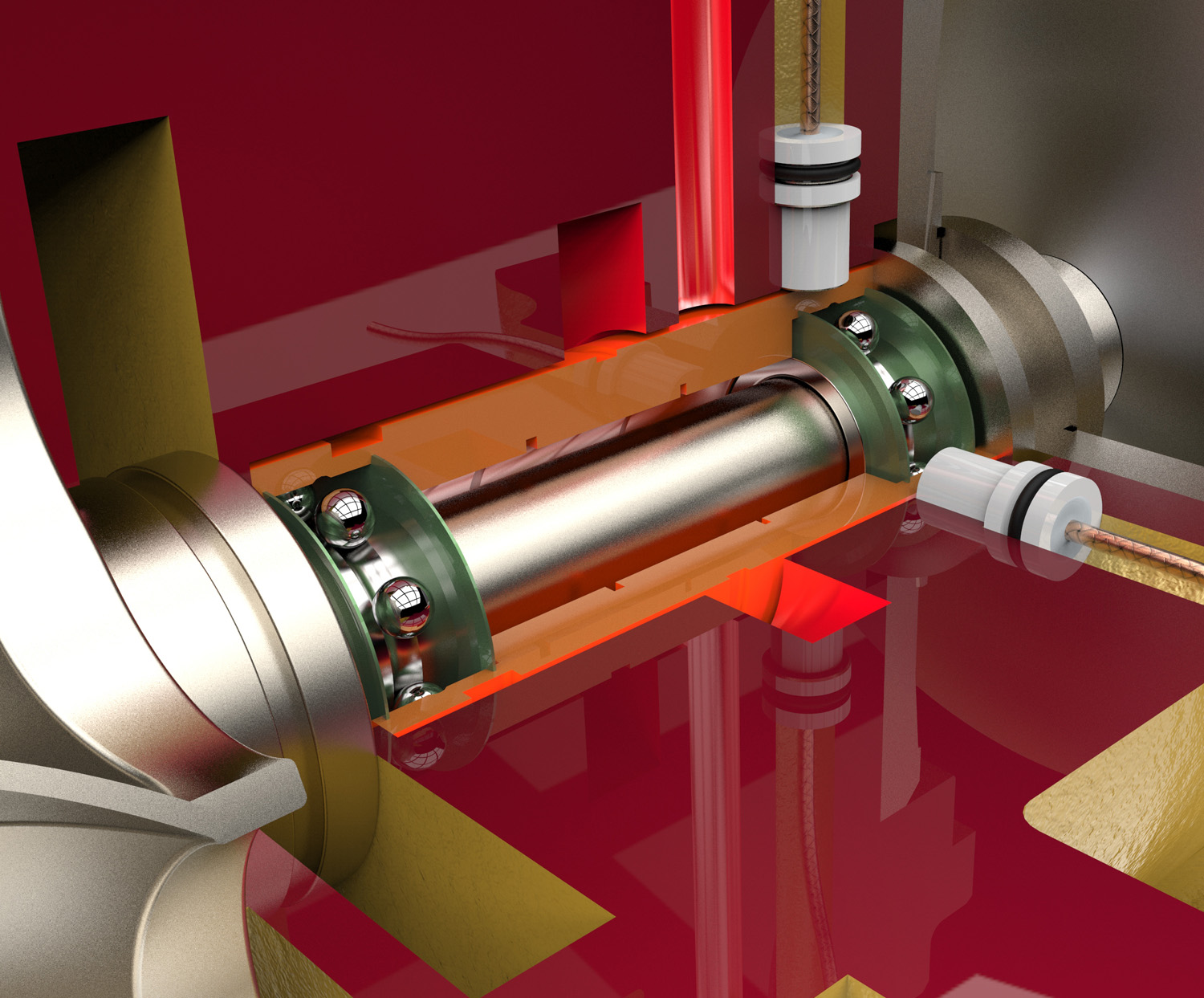 Couche de film de compression remplie d'huile (rouge clair) et
Couche de film de compression remplie d'huile (rouge clair) et
capteurs à courants de Foucault en céramique
Les capteurs à courants de Foucault utilisés dans la série CM sont très petits et sont en outre protégés contre la pré-atténuation par les matériaux environnants (conception axée sur le champ). Les mini-capteurs ne nécessitent donc aucune découpe supplémentaire et peuvent être installés directement sous pression et à haute température. Les capteurs à courants de Foucault conventionnels de taille similaire doivent être isolés des matériaux conducteurs autour de la zone de la tête du capteur. Cependant, cela aurait un effet défavorable sur les propriétés hydrodynamiques de la position du roulement. En utilisant les capteurs eddylab de la série CM, ces évènements peuvent être complètement supprimés. Pour ce faire, on utilise de la céramique d'oxyde de zirconium comme matériau de boîtier et des composants en ferrite à focalisation de champ pour constituer la bobine de mesure dans la tête du capteur.
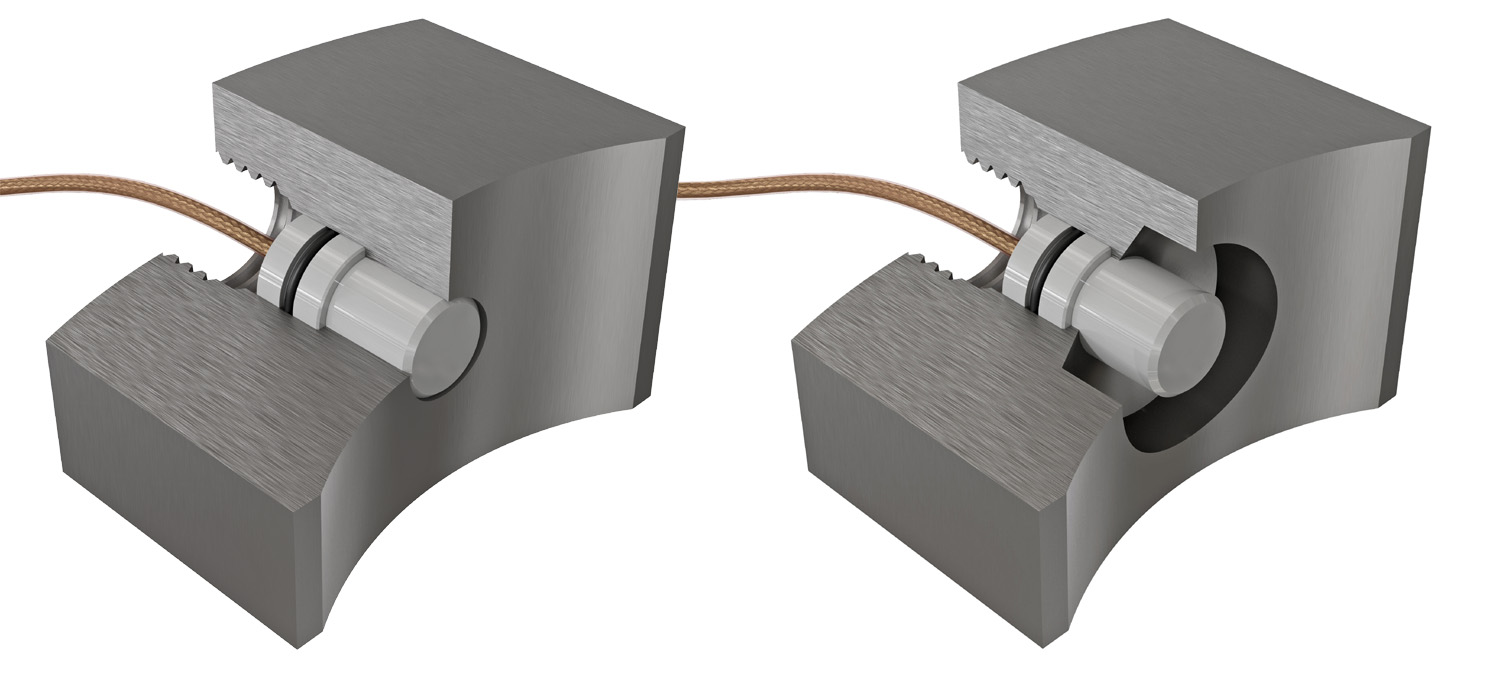
Comparaison de l'installation, à gauche entièrement fermée,
à droite conventionnelle avec le dégagement nécessaire
La mesure est effectuée sur le banc d'essai avec un total de 8 capteurs, 2 pour chaque axe dans les directions x et y dans 4 plans différents pour l'enregistrement complet de la vibration et du déplacement de l'arbre. Un autre capteur est installé pour déterminer le déplacement axial de l'arbre. Le chargeur est entraîné par un grand accumulateur de pression préalablement rempli d'air comprimé. Grâce aux capteurs à courants de Foucault, la position du train de roulement peut être déterminée avec une précision de 1 micromètre à une vitesse de 300 000 tr/min.
Pendant le fonctionnement d'une broche porte-outil ou d'une broche de fraisage, il se produit des fluctuations de la position Z qui affectent la précision de l'usinage de la pièce. Principalement due à l'augmentation de la température pendant l’utilisation, la broche se dilate et décale le point Z de l'outil. Si la broche fonctionne à des vitesses différentes, un espace de lubrification différent entre les éléments roulants et la surface de roulement est créé et provoque un déplacement de la broche. Les forces centrifuges ont un effet minimal sur le diamètre et influencent également la position Z. Ces phénomènes sont appelés familièrement "croissance du fuseau". Pour minimiser l'écart, un capteur à courants de Foucault à haute résolution est monté sur le nez de la broche près du porte-outil et mesure la distance sans contact.
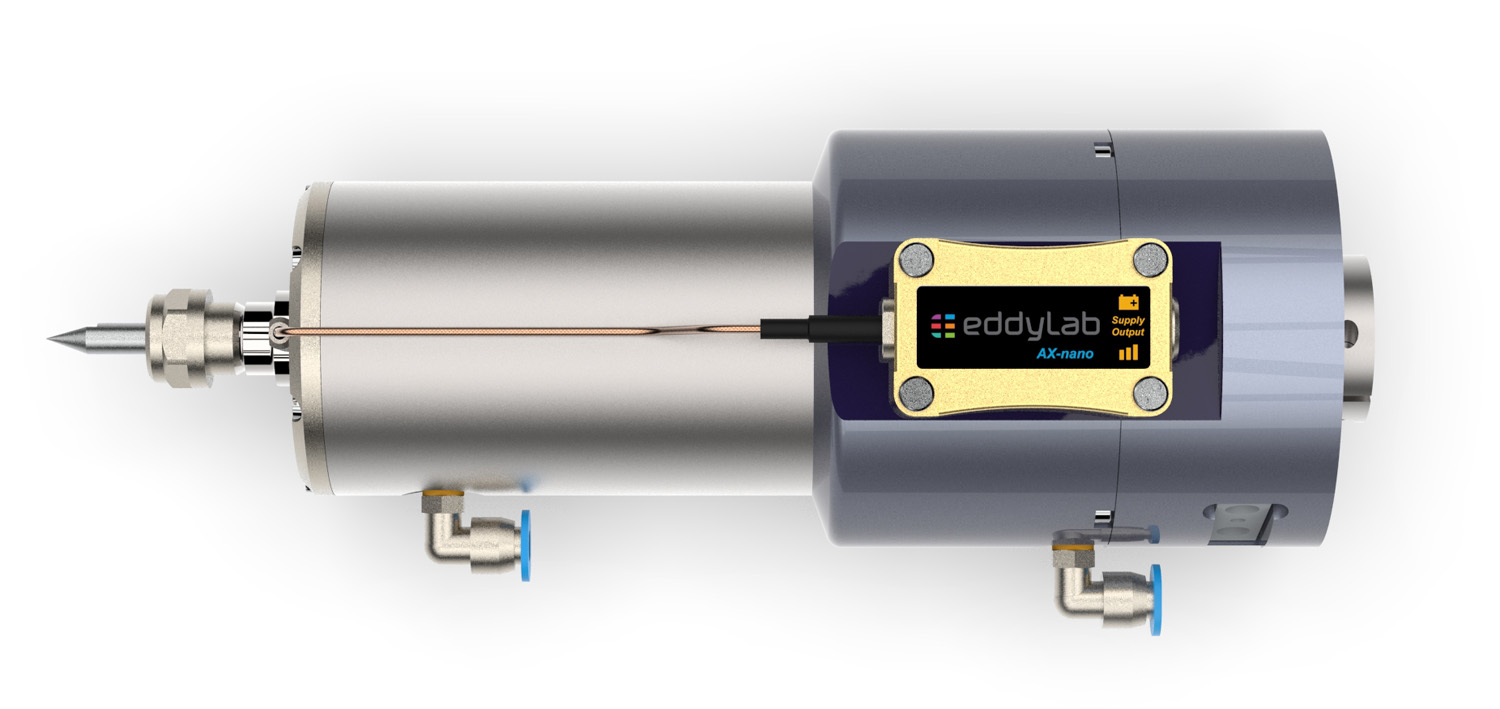
Broche porte-outil avec capteur
pour la compensation de la croissance de la broche (expansion linéaire)
Si un changement de longueur se produit et affecte la position Z au nez de la broche, le signal de sortie du capteur à courants de Foucault change. Ce signal est utilisé dans la commande de la machine pour compenser la croissance ou le changement de longueur de la broche. Le système de mesure est constitué d'un capteur à courants de Foucault connecté à une électronique de commande analogique ou numérique. L'électronique de commande de l'AX dispose d'une sortie analogique et une surface métallique homogène et non perforée convient comme surface de mesure pour le capteur à courants de Foucault. L'avantage de la version analogique est sa petite taille et la possibilité d'installer l'électronique directement sur ou dans la broche. Il est également possible d'utiliser l'électronique de commande numérique du TX. Elle convient également pour les mesures sur des surfaces d'objets ajourés. La plage de mesure des capteurs est d'environ 0,5 mm avec une résolution de 50 nm et n'est pas affectée par les lubrifiants de refroidissement. Pour les conceptions de broches spéciales, eddylab fournit des variantes de boîtiers adaptés aux capteurs.
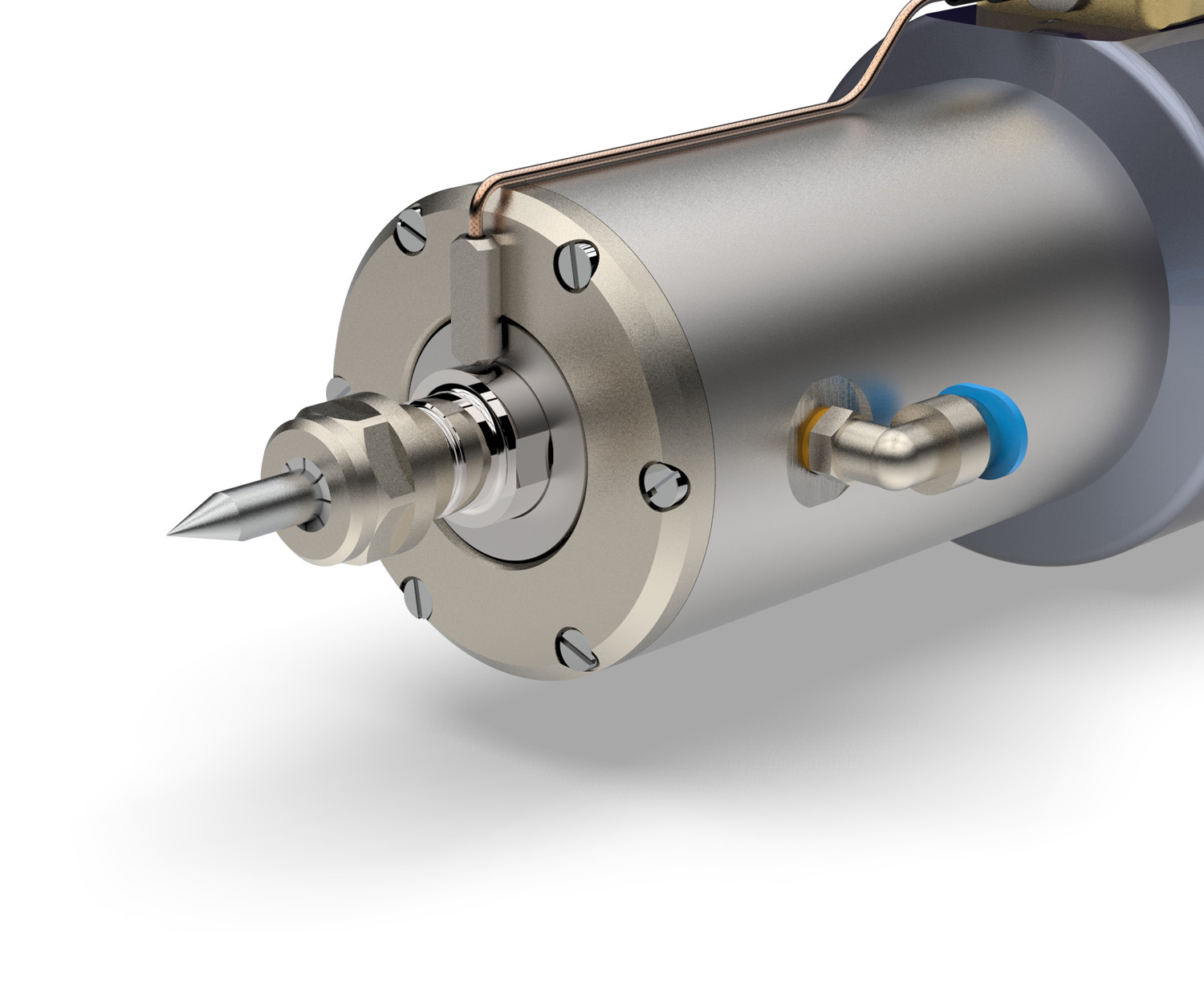 Vue détaillée du capteur à courants de Foucault - Croissance de la broche (Spindle Growth)
Vue détaillée du capteur à courants de Foucault - Croissance de la broche (Spindle Growth)
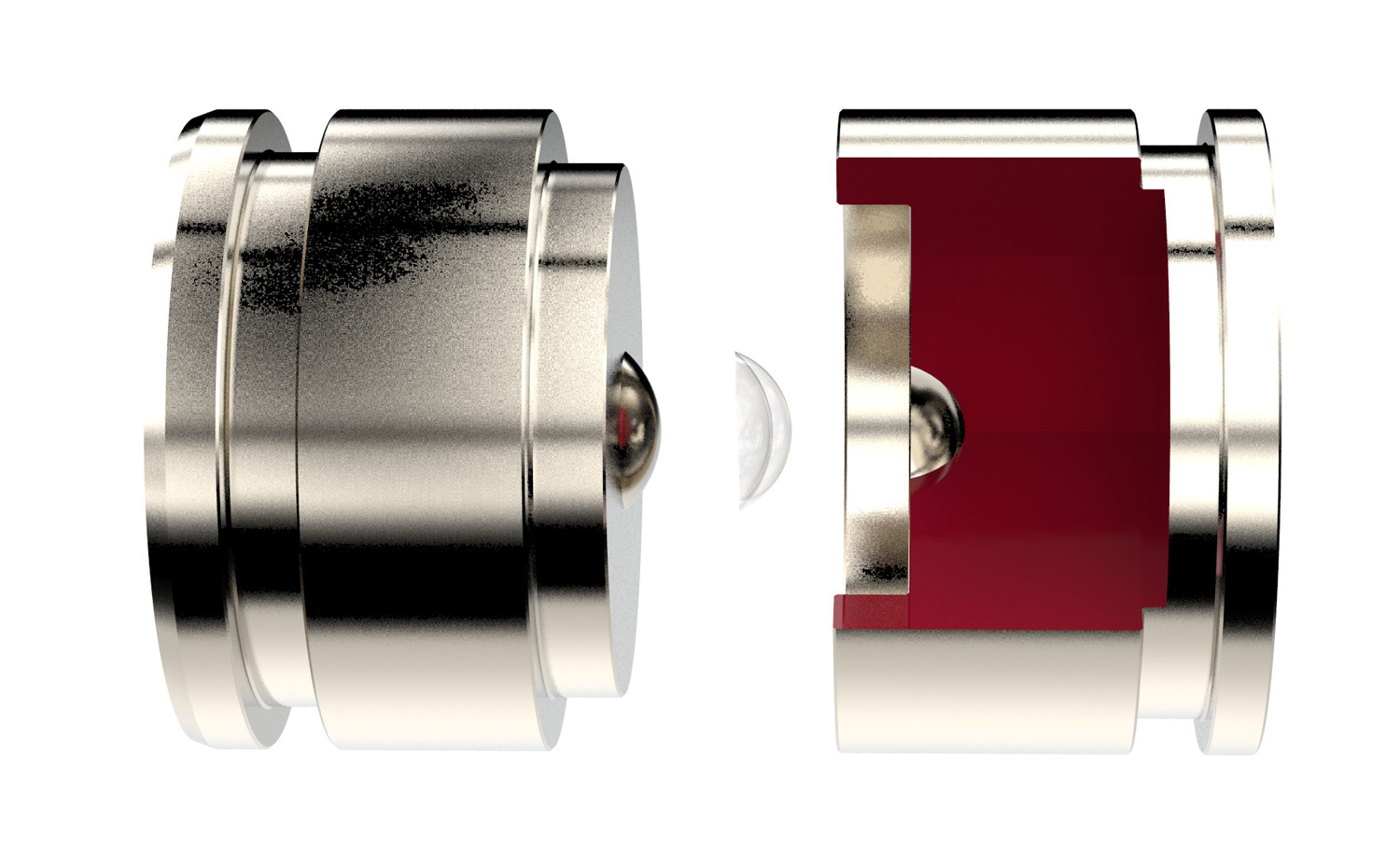
Les hydrogels de silicone sont des chaînes polymères réticulées en trois dimensions, composées de silicone avec une forte teneur en eau comme solvant. Ils sont utilisés, par exemple, dans la production de lentilles de contact souples. La réticulation donne au gel des propriétés physiques similaires à celles de l'eau, mais conserve la forme comme un solide. Les hydrogels de silicone offrent une grande élasticité, une bonne résistance à la déchirure et une longue durée de vie. Dans le processus de fabrication, un matériau de base liquide est versé dans la cavité d'un moule à injection. L'irradiation avec une source de lumière UV-A déclenche la réaction de réticulation et le silicone hydrogel se solidifie. Le moule s'ouvre et les pièces finies sont éjectées. Pour une production économique de ces petites pièces, on utilise des moules à injection comportant de nombreuses cavités individuelles, les "nids de moule". En fonction du nombre de cavités, de nombreuses pièces sont produites simultanément dans un seul processus d'injection.
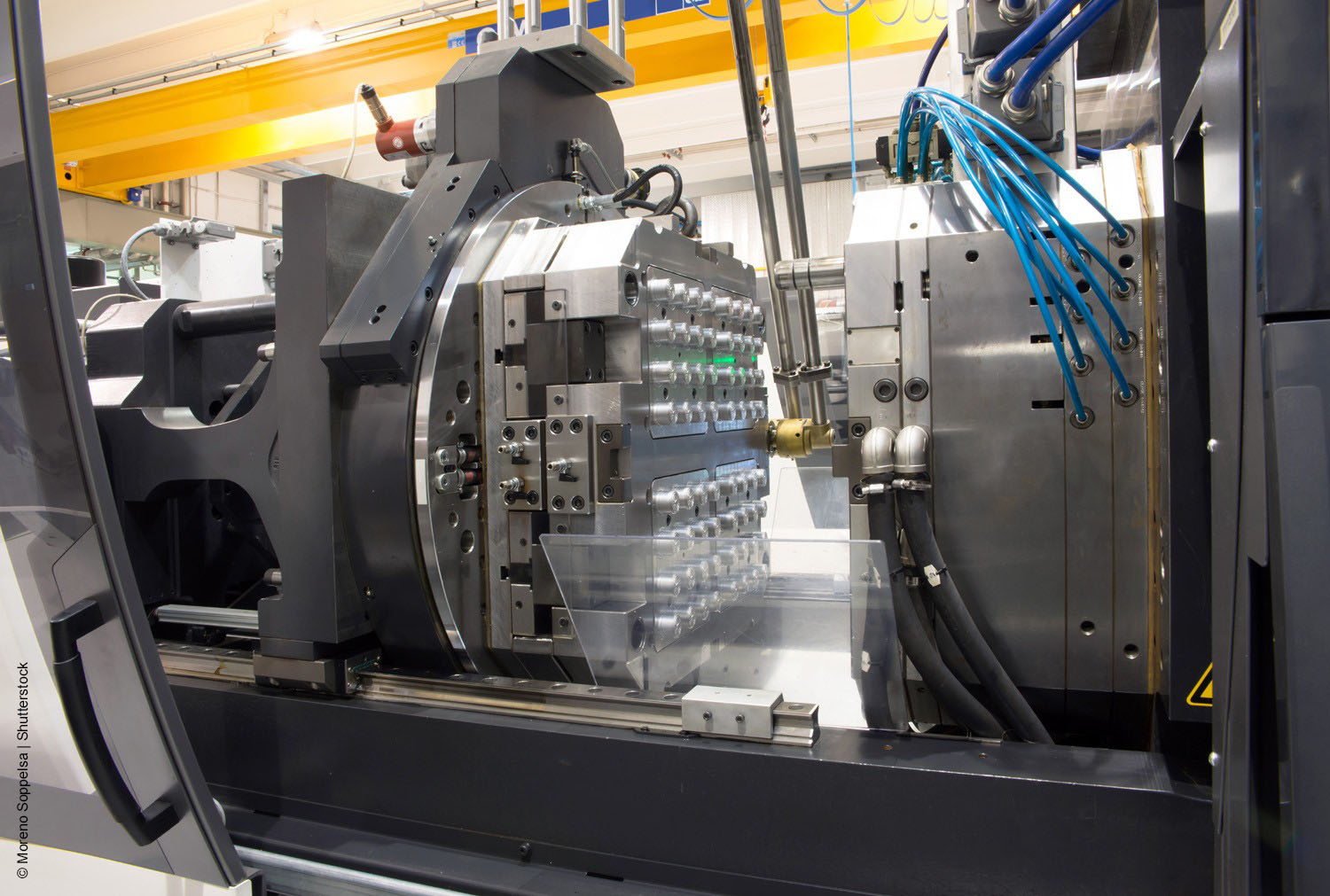 Moule d'injection avec de nombreuses cavités individuelles (nids de moule)
Moule d'injection avec de nombreuses cavités individuelles (nids de moule)
Le comportement de rétraction du matériau a un effet problématique sur le produit final. Pendant le processus de séchage UV, le matériau gonfle quelque peu dans un premier temps, puis se rétracte à nouveau. Si le volume de la cavité reste constant, une petite marque d'enfoncement est créée pendant le retrait du matériau. En général, ces marques d'enfoncement peuvent être observées sur chaque pièce moulée par injection de plastique et se produisent habituellement aux endroits où l'épaisseur du matériau est plus importante. Dans le cas de pièces en plastique classiques, les inconvénients optiques subsistent généralement et ces tâches sont à peine perceptibles grâce à une surface structurée. Les pièces de précision, en revanche, exigent un haut degré de précision en matière de façonnage.
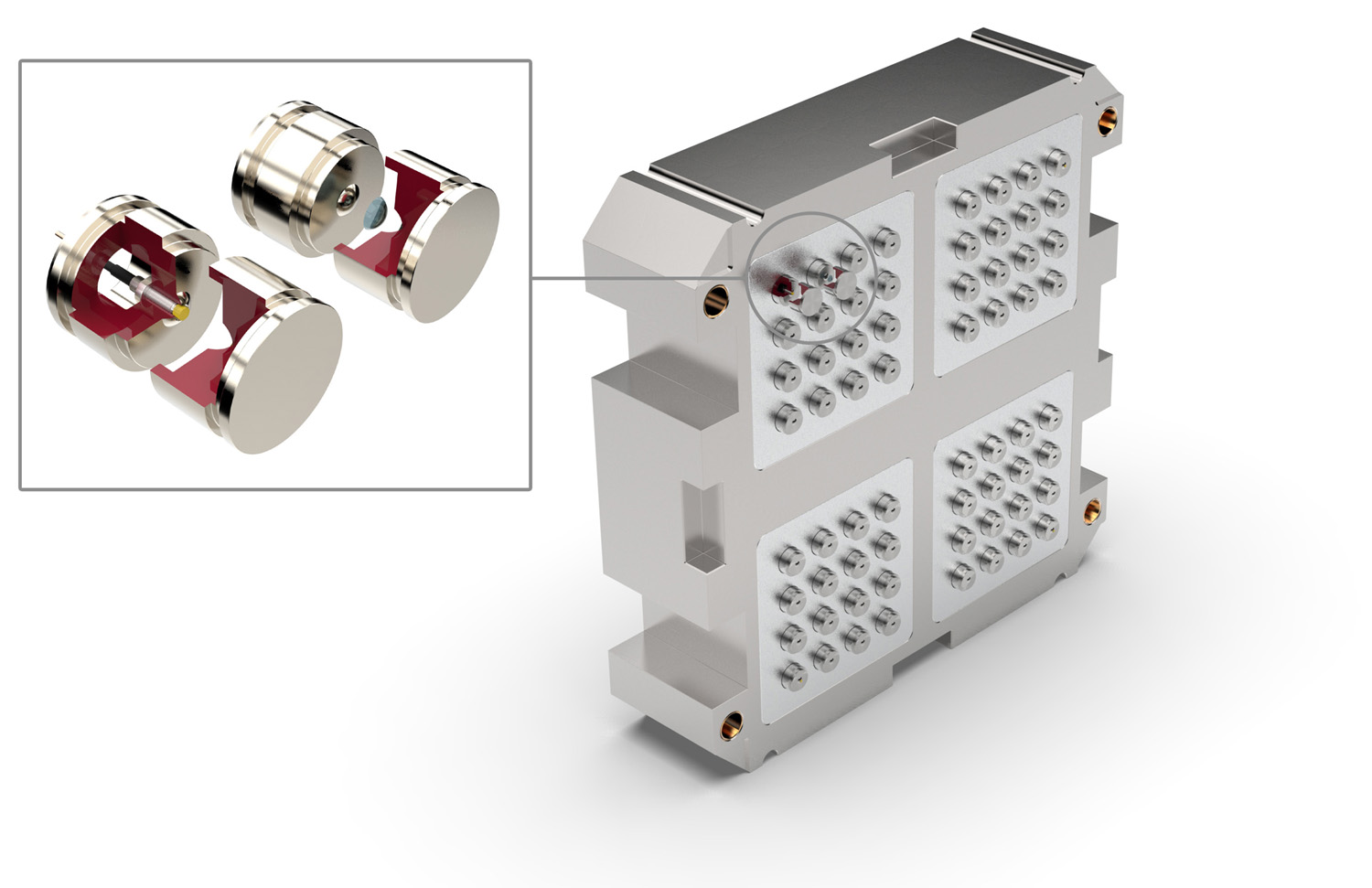
Intégration de capteurs à courants de Foucault
pour le contrôle de l'écart de serrage
Cette solution offre un positionnement précis au micromètre de l'espace de fermeture entre les moitiés du moule. À cette fin, des capteurs de courants de Foucault sont intégrés dans le moule d'injection. Ils sont soit installés au bord des moules, soit les cavités individuelles sont utilisées comme cavités de mesure tandis que les autres cavités fabriquent le produit.
 Cavité pour la fabrication du produit
Cavité pour la fabrication du produit
Dans l'exemple d'application, le moule comporte 64 cavités. Pour intégrer les capteurs à courants de Foucault, les 4 cavités situées dans les coins les plus extérieurs sont équipées de capteurs à courants de Foucault. Ils mesurent l'écart de fermeture restant directement dans la cavité. Cavité avec capteur à courants de Foucault pour la mesure de l'écart de fermeture
Cavité avec capteur à courants de Foucault pour la mesure de l'écart de fermeture
Dans le processus de production, le moule se ferme et l'hydrogel de silicone est rempli dans les cavités. Au cours du processus de durcissement suivant, le moule est ouvert avec une précision de l'ordre du micromètre pour donner un peu plus d'espace au matériau. Si le matériau dans les cavités se rétracte pendant le processus de durcissement, le moule est réajusté ou complètement fermé en fonction du comportement de rétraction. Les capteurs à courants de Foucault mesurent sans contact la distance entre les deux moitiés du moule (côté buse et côté éjecteur) et fournissent les données de mesure au système de commande de la machine. Grâce au positionnement micrométrique des moitiés de moule l'une par rapport à l'autre, les erreurs de moulage causées par le comportement de rétraction sont considérablement réduites.